
|
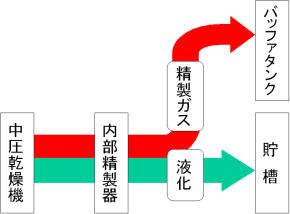
�w�������������w���E���K�X���t�����邽�߂ɂ͉���K�X�ɍ������Ă���s��������������K�v������܂��B
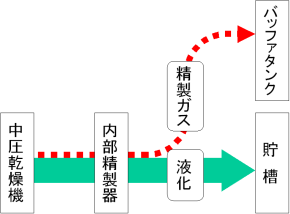
����I�C�����͉t���@�ɓ��B����O�ɃI�C���~�X�g�t�B���^�[����������@�A���������@�Ȃǂŏ�������܂��B
��ɋ�C�ȂǍ������Ă���K�X�����͉t���@�̓���������ōŏI�I�ɏ�������܂��B
���̓���������̓w���E���̕��_�����̕����ɔ�ׂĒႢ���𗘗p���Đ������Ă��܂��B
�Ⴆ��C���p���Ă����܂��Ǝ_�f�́|183�x�ŁA���f�́|196�x�ŋC�̂���t�̂Ïk���܂��B
�������w���E���́|200�x���x�ł͉t�����܂���A�C�̂̂܂܂ł��B
�܂�ɒቷ�܂ŗ�p���鎖�ŕs�������t���܂��͌ʼn����ĕ������Ă��܂��B
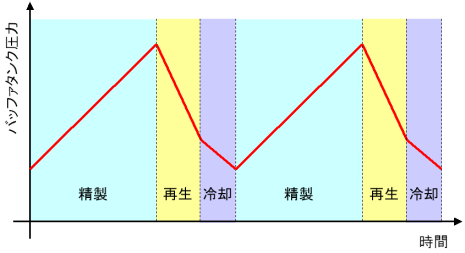
�������^�]�� ���̃w���E���t���ɂ����鐸���^�]�͗�p�ߒ��E�����ߒ��E�Đ��ߒ��̂R�̉ߒ����J��Ԃ��Ă��܂��B |
|
| �m��p�n | ��������p���܂��B |
| �m�����n | ������֎�荞�w���E���K�X���p���s�������Ïk�E�Ìł����鎖�Ő������܂��B�������i�ނƕ������ꂽ�s�������~�ς���Ă����܂��B |
| �m�Đ��n | ����������M���܂��B ���x�㏸�ɔ����s�������t���E�C������̂ŁA������t���@�O�֔r�C���܂��B �V�p������|����悤�ɓ�������������ꂢ�ɂ��čĂї�p�ߒ��ɖ߂�܂��B |
|
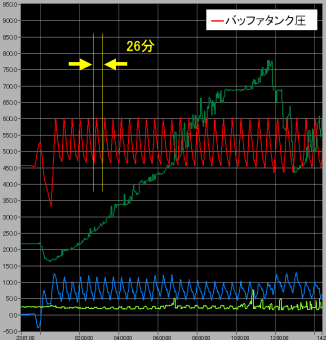
��t��w�ʼnғ����Ă���w���E���t���@��2010�N�ɐV�������u�ɍX�V����A����܂łƂ͐���������ς��܂����B �����ߒ�����Đ��ߒ��ւ̈ڍs�́A�����u�ł͕s�������ݒ�ʂ܂ŗ��܂�ƍĐ��ߒ��ֈڍs���鐧��i�������`����j�ł����� �V���u�ł̓o�b�t�@�^���N�̒����ʂ��ݒ�l�܂Œ��܂�ƍĐ��ߒ��ֈڍs���鐧��i������O�p����j�ɂȂ�܂����B �{�w�ł͉���K�X�ւ̕s�����̍��������Ȃ����x�ǍD�Ȃ��߁A�s�������ݒ�ʂ܂ŗ��܂�̂ɂ͎��Ԃ�������A �]�O�̑�`����ł͍Đ��Ԋu���U���ԑO�゠��܂����B�Ƃ��낪�V���u�̎O�p����ł͕s�������~�ϗʂɊւ�炸 �����K�X�̒~�ϗʂōĐ��ߒ��ֈڂ邽�߁A�Đ��Ԋu�͂킸����Q�U���ƂȂ�܂����B ���̎O�p���䂪��������闝�R�� �����Ԑ����ߒ����p�����鎖�Ōő̉������s�������K�X�̗���ɂ��t���@�����֔�U���鎖 �i�p�E�_�[�X�m�[�̂悤�ɕ����̂ł��傤���j��h�����ߕs�����̒~�ϗʂ����Ȃ������ɒ���I�ɍĐ����Ă��܂��Ƃ������ł����B ����������قǕp�ɂɏ����Ɨ�p���J��Ԃ��̂͂����ɂ������������̂ł͂Ȃ����Ǝv���Ă��܂��܂��B �{���͑�`����ɕύX�������Ƃ���ł��������̎O�p������ێ�����ɂ͂ǂ�����Ηǂ��̂��H �����Ő����T�C�N���̒����������s���t�������ɗǍD�ȉe����^����̂������܂����B ��q�̒ʂ萸���^�]�́A��p�ߒ��E�����ߒ��E�Đ��ߒ���3�̉ߒ����J��Ԃ��܂��B �����ߒ��ł͐������ꂽ�S�ẴK�X���t�������킯�ł͂Ȃ��]�蕪���ł��܂��B�܂萸���\�́��t���\�͂̊W�ɂȂ��Ă��܂��B �]�蕪�̓o�b�t�@�^���N�֒��ߍ��܂�A�������Ă��Ȃ����ԑтł����p�ߒ���Đ��ߒ��ł̉t���ɔ�₳��܂��B �ȏ���o�b�t�@�^���N���̎��ԕω��͐����ߒ��ő����āA�Đ��ߒ����p�ߒ��Ō�������Ƃ������T�C�N���ő������J��Ԃ��܂��B ����ȉ^�]�ł͂��̑����ʂƌ����ʂ̓o�����X����Ă����蕝�̊Ԃ��㉺���Ă��܂��B |
|
| �@ | |
 |
|
| �}�P�D�o�b�t�@�^���N���̓��� | |
| �@ | |
|
���O�p����Ƒ�`���䁄 �����ߒ�����Đ��ߒ��ֈڂ�����͂Q�p�^�[������A��q�̂悤�ɐ����K�X�߂Ă���o�b�t�@�^���N�̒����ʂ��ݒ�ʂ܂ŒB�����ꍇ�ƕs�������ݒ�ʂ܂Œ~�ς��ꂽ�ꍇ�ł��B �O�҂ł͐����K�X���o�b�t�@�^���N�ݒ�l�܂Œ��ߍ��ނƐ����ߒ����I���Đ��ߒ��ɓ��邽�߃o�b�t�@�^���N��������n�߂܂��B ����A��҂ł͐����K�X��ݒ�l�܂Œ��ߍ��ނƁA���̒l���ێ����Ȃ���s�������ݒ�ʂ܂Œ~�ς����܂Ő����ߒ��������܂��B �o�b�t�@�^���N���̎��ԕω����`���`��͑O�҂̏ꍇ�͎O�p�`�A��҂̏ꍇ�͑�`�ɂȂ�܂��B���ꂼ��O�p����A��`����ȂǂƂ����Ă��܂��B |
|
| �@ | |
 |
 |
| �}�Q�D�O�p����ł̃o�b�t�@�^���N���̋O�� | �}�R�D��`����ł̃o�b�t�@�^���N���̋O�� |
| �@ | |
| ��`����ł̓o�b�t�@�^���N�̒����ʂ��ݒ�l�ɒB������A���̕��̐����K�X���t���֒������ނ̂ł͂Ȃ��A ������ւ̎�荞�ރK�X�ʂ�����܂��B�t���ɔ�₷�ʂ͂�����������ƂȂ�܂��B �����ʂ͏�q�̂悤�ɂ܂��t���ɔ�₷��������A�]�蕪���o�b�t�@�^���N�֒��߂��܂�܂��B | |
| �@ | |
 |
 |
| �@ | |
| �}�S�D�o�b�t�@���������F�z���ʑ� | �}�T�D�o�b�t�@��������i��`��Ӂj�F�z���ʌ� |
| �@ | |
���O�p����T�C�N���̒����ԉ��̎����� ���ݐݒ肳��Ă��鐸���ߒ��ł̃w���E���K�X������CV3401�̊J�x��95���ɂȂ��Ă��܂��B ���̊J�x�����������鎖�ŃK�X�̋����ʂ�}���A�����K�X���o�b�t�@�^���N�֒��܂鎞�Ԃ������Ȃ�悤�������Ă݂܂����B �o�b�t�@�^���N�֒��܂鎞�Ԃ������Ȃ�Ƃ������Ƃ́A�o�b�t�@�^���N���̕`���O���t�̏㏸�̌X���ɂ₩�ɂȂ�O�p�`���G�����Ă��鎖�ɂȂ�܂��B �܂��͎������[�h��95�����玎����15�������������Ă݂܂����B |
|||||||||||||||
| �@ | |||||||||||||||
�\�P�D������CV3401���蓮�ŊJ�x����
|
 |
||||||||||||||
| �}�U�D������CV3401��������@ | |||||||||||||||
| �@ | |||||||||||||||
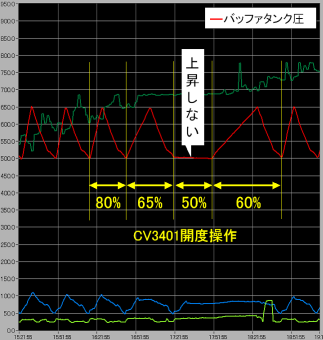
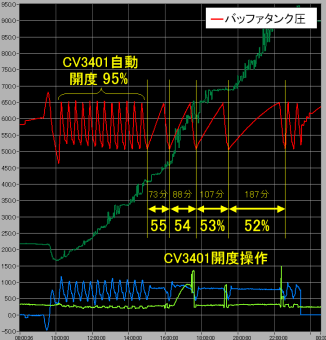
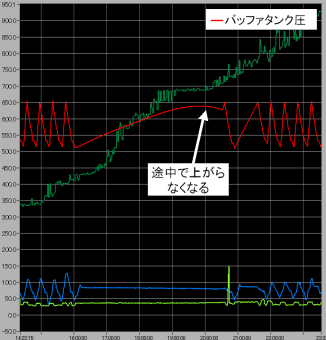
| �\�P����ѐ}�U�Ɏ����悤��CV3401�̊J�x�����������Ă����ƊJ�x50���Ńo�b�t�@�^���N���̏㏸���N����Ȃ��Ȃ�w���E���K�X�̋����ʕs���̗l�q���f���܂��B �����T�C�N�����Ȃ�ׂ������������A���o�b�t�@�^���N�ɃK�X�����܂�悤�ɂ���J�x�͂ǂ����50����ɂ��肻���ł��B ������CV3401�̊J�x��51������1�����݂ő��삵�ėl�q�����Ă݂܂����B����51���ɂ����Ă������K�X���o�b�t�@�^���N�ɐݒ�l�܂Œ��܂萸���T�C�N�������藧���܂����B �������J��Ԃ��������d�˂Ă������ɊJ�x51���A52���A53���ɂ����ăo�b�t�@�^���N�����ݒ�l�܂ŏ㏸�ł��Ȃ����ۂ������܂����i�}�W�j�B �������ꂽ�w���E���K�X�͂܂��t�����֔�₳��A�����ė]�蕪���o�b�t�@�^���N�������܂��B�����ʂ����炵�߂��Ă��̗]�蕪������Ȃ��Ȃ�悤�ȏꍇ�̓o�b�t�@�^���N�̃K�X���t�����֏���܂��B ������l�����܂��Ƃ��܂�ۂ�_���̂͊댯��������܂���B�Ƃ������ƂŐ����T�C�N�����������Ȃ��J�x51���A52���A53���͂��̎��_�Ŏ����̑ΏۊO�ɂ��܂����B | |
| �@ | |
 |
 |
| �}�V�D������CV3401��������A | �}�W�D�r���Ő����ʂ��������錻�� |
| �@ | |
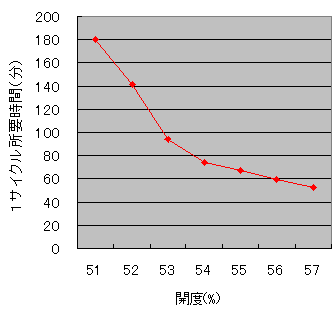
| �P�T�C�N���̏��v���Ԃ͕\�Q������Ƃ킩��悤�ɓ����J�x�ł������Ԃ�����܂��B�t���^�]���i�݃K�X�̋������ł��钷�ڃ{���x�̈��͂��Ⴍ�Ȃ��Ă���ƒ����ԉ�����悤�Ɋ����܂��B �͂�����Ƃ͂킩��܂��������̈��͍����e�����Ă���̂ł͂Ȃ����Ǝv���܂��B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
�\�Q�D������CV3401�J�x�ƃT�C�N�����v����
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �}�X�D�e�J�x�ł̕��Ϗ��v���� | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �ȏ���J�x54�������Ȃ������T�C�N�����������ł������ԉ��ł���J�x�Ƃ������ƂɂȂ�܂����B �Ƃ���Ő����T�C�N���̍Œ��_�͔����ł��܂������A����ɂ���ĉt���������ǂ��Ȃ��Ă��Ȃ���Ύ������Ă��鉿�l������܂���B �����Ŋe�J�x�ɂ�����t�����x���m�F���Ă݂܂����B�t�����x�͋������i���ڃ{���x�j�̈��͕ω�����v�Z���Ă��܂��B �t�����x�͉^�]���ɂ���Ă��������܂��B����͉^�]�̏������̈Ⴂ�ɂ����̂Ǝv���܂��B ���̂��߉t�����x�𑪒肵�Ă����f�[�^���̂��͔̂�r���Â炢�ƍl���܂��B�����ŁA����^�]����CV3401�J�x�������ɖ߂��t�����x�𑪂肱�̒l�Ƃ̑����ׂ܂����B �܂�����̉^�]���A����̊J�x�ł����肷��x�ɔ����ɉt�����x���قȂ邽�߁A�}�P�O�̂悤�ɑ��Ε]���̊�ƂȂ�J�x�����ł̑�����J�x�蓮����ł̑���̂Q��ɂP��}�����A �S�����ŕ�Ȃ��f�[�^����邱�ƂŐM���x�����߂܂����B�}�P�O���̉��F������e�J�x�蓮����������ɑ}�������J�x�����̕����ł��B | 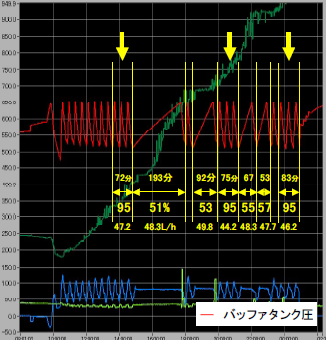 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �}�P�O�D������CV3401��������B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �Ȃ��A�J�x�����ł͂P�T�C�N�����v���Ԃ���26���Ɣ��ɒZ�����߂P�T�C�N���ł͉t�����x�̑���Ɍ덷���o�₷���Ȃ�Q�l�ɂȂ�܂���B �����ŊJ�x�����Ɍ����Ă͂R�T�C�N���ʼnt�����x�𑪒肷�邱�Ƃɂ��܂����B�J�x�����ł̉t�����x�̑���͓���^�]���ɕ�����s���Ă���̂� �^�]���ɕ��ϒl���Z�o���đ����̌v�Z�ɗp���܂����B �܂��A�t�����x�̑�����@���������i���ڃ{���x�j�̈��͕ω������邽�߁A����p���k�@���N�����Ă��܂��Ƒ���f�[�^�Ƃ��ĎQ�l�ɂȂ�܂���B ���̂��߉t�����x���蒆�ɉ���p���k�@���N�����Ȃ��悤�K�X�o�b�O�̗l�q�����ēK�X�A����̍��ԂɋN�������Ă��܂��B �}9���̊J�x51����53���̊Ԃ�J�x57����95���̊Ԃ̖����蕔��������p���k�@���N���������ӏ��ɂȂ�܂��B ����p���k�@���K�X�o�b�O��ׂ��̂��Q�T�C�N���ɂ܂�����Ƒ���ɔ�₷���Ԃ������Ă��܂����߁A �Ȃ�ׂ��P�T�C�N�����ɏI���悤�ɐ����ߒ����I���Ɠ����ɂ����ɉ���p���k�@���N��������A �����ߒ��֓��钼�O�̒i�K�ŃK�X�o�b�O���ׂꂫ��Ă��Ȃ��Ă�����p���k�@�͎~�߂Ă��܂��Ȃǂ����₩�ȍH�v���s���܂����B �X�ɊJ�x���Ƃ̑���̏��Ԃ��J��Ԃ��������钆�ŋϓ��ɂȂ�悤�ɂ��܂����B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
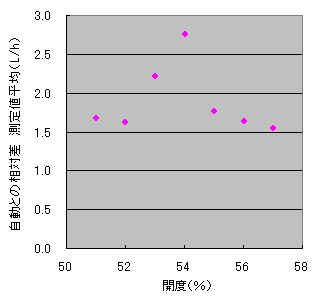
���������ʂ̉�́� CV3401�̊J�x��51������57���܂ŕς��Ċe�����T�C�N�����Ƃɉt�����x�𑪒肵�A�܂��J�x�����ł��t�����x�𑪒肵�A ���̊J�x�����ł̌��ʂɑ��Ăǂ�قǂ̍�������̂�������\�R�ɂ܂Ƃ߂܂����B�܂����삵���e�J�x���Ƃ̕��ϒl�̐��т�}�P�P�Ɏ����܂��B �܂��}�P�P������Ƒ��삵���J�x�ł͂�����������J�x������t�����x���o�Ă��܂��B�܂������I�Ȃ̂�54���Ƀs�[�N�������܂��B ���E�ɂ��ꉞ�A�����������܂��B����A�\�R�����܂��Ɗe�f�[�^�͂��Ȃ�����������肵�Ă��܂���B�c�O�Ȃ���}�P�P�̃s�[�N�͒P�Ȃ���R�Ȃ̂�������܂���B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
�\�R�D�����J�x�Ƒ���J�x�̉t�����x�̑���
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �}�P�P�D�e�J�x�Ǝ����J�x�Ƃ̑��� | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �J�x51���A52���A53���͐����T�C�N�������藧���Ȃ����Ⴊ�o�����ߑΏۊO�Ƃ������A ����щt�����x����ɂ�����J�x�����Ƃ̑����ł̍D���т��ł������T�C�N���������ł���J�x54����CV3401�̕ύX�J�x�Ƃ��Ăӂ��킵���Ƃ������_�ɂȂ�܂����B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
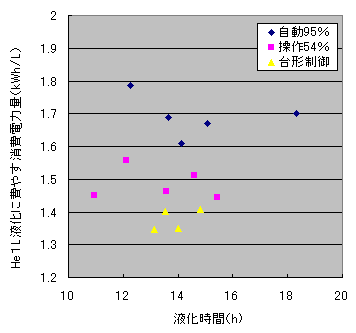
���������ʂ̌��� �ȏ�̍l�@�����̉t���^�]�S�̂ɂ킽���āA�����ߒ��ł�CV3401�̊J�x��S��54���ɑ��삵�ĉ^�]���s���A ���X�̎����J�x�ł̉^�]�ɑ��ĉt�����x�����He�PL�t���ɔ�₷����d�͗ʂ��ǂ�قǕω�����̂������Ă݂܂����B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
�\�S�D�����J�x�Ƒ���J�x�̉t���^�]�̔�r
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �}�P�Q�D�t���ʂƉt�����x | �}�P�R�D�t�����ԂƏ��v����d�͗� | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
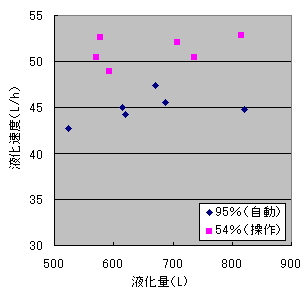
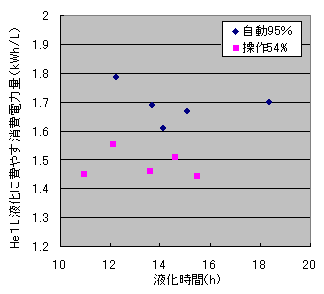
| �܂��}�P�Q������Ƃ�͂�CV3401��54���ɑ��삵�Đ������Ԃ���������CV3401�J�x�����̏ꍇ�����t�����x���ꊄ�قǏo�Ă��܂��B �܂��}�P�R�����Ă�����d�͗ʁi�\����p���ԕ��͂�����������Ă��܂��j���t���ʂŊ����ċ��߂�He�PL�t���ɔ�₷����d�͗ʂ����l�Ɉꊄ�قǏ������Ȃ��Ă��܂��B �����T�C�N���̒������ɂ��Đ��p�x�����葕�u�����x�̏㏸/���~���J��Ԃ����ɂ��M�G�l���M�[���X�����邽�ߑ����ĉt���������ǂ��Ȃ����ƌ�����̂ł��傤���B ���Ȃ݂Ƀf�[�^�������Ȃ����߂����̃O���t����͉t���ʂƉt�����x����щt�����ԂƏ��v����d�͗ʂƂ���������ˑ��̌X���͓ǂݎ��܂���B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
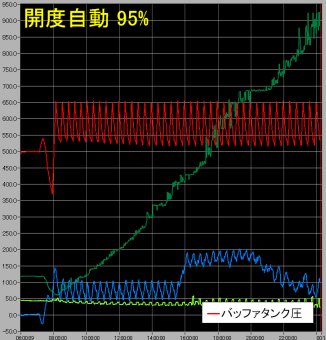
���܂Ƃ߁� �����̃C���[�W�ł͐����T�C�N���̒�����CV3401�Ƃ��������ق̊J�x����ł�����ł������o���邾�낤�ƍl���Ă��܂����B �����Đ����T�C�N���������Ȃ�߂���Ƒ�`����̂悤�ɕs�����̒~�ςɂ��Đ��ߒ��ւƈڂ邱�ƂɂȂ邽�߃o�b�t�@�^���N�����m�ۂł��Ȃ��Ȃ�̂ŁA �s�����̒~�ςƂ̃o�����X���l�����J�x��T�����ɂȂ邾�낤�ƁB�Ƃ��낪�A�����ʂ���щt���ɗp�����鐸���K�X�̗ʂ͈��ł͂Ȃ�������x��������i�u��������j�Ƃ������Ƃ��킩��܂����B �Ⴆ�Ήt���ɂ͐����K�X��100�K�v�Ƃ����f�[�^���o���̂ŕs���K�X�̋�����101�ɂ���Ύc���1�̓o�b�t�@�^���N�ɒ��������ƍl���܂��B ���̎c��ʂ����������Ă����ꂾ���o�b�t�@�^���N�֒�������̂Ɏ��Ԃ�������T�C�N���̒����ԉ����}���܂��B �Ƃ��낪�t����100�K�v���������̂�102�K�v�Ƀu���Ă��܂���101�̋����ł͑���Ȃ��Ȃ��Ă��܂��܂��i�}�W�����̗�j�B �s���K�X�̋����ʂɂ͂��̃u�����J�o�[�ł��邾���̗]�T���������Ȃ��Ă͂Ȃ炸�A���̗]�T���̂����ňӐ}���Ă��������ԉ��������ԒZ�k����Ă��܂�����������܂��B �܂��A�����T�C�N���̏��v���Ԃ�����180���̊J�x51����140���̊J�x52���ł̉t�����x���\�z�ɔ����Ă���قǗǍD�łȂ����������c�O�ł����B ���،��ʂ��J�x54���ł̉^�]�ŊJ�x����95%�̉^�]�ɑ��ĉt�����x����ꊄ�����A���v����d�͗ʂ���ꊄ�k���Ƃ������ʂɂȂ�܂����B���������o�ė~���������Ƃ����̂��{���ł��B | ||||||||||||||||||||||||||
| �@ | ||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||
| �}�P�S�D�]���̉^�]�� | �}�P�T�D�J�x54���ł̉^�]�� | |||||||||||||||||||||||||
| �@ | ||||||||||||||||||||||||||
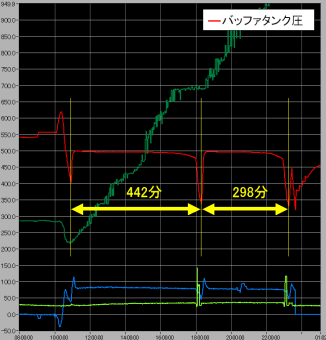
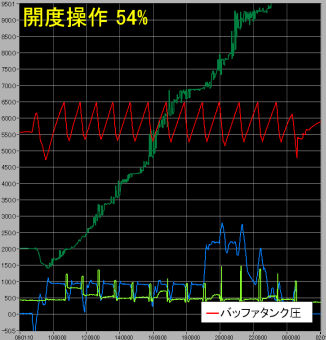
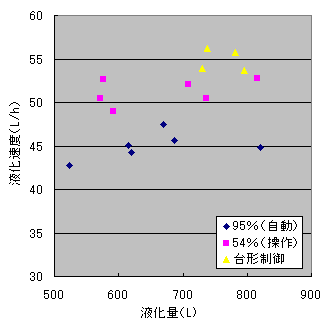
| �Ƃ���Ŗ`���ł��O���t���f���Ă����`����ł̉^�]�ł����A�[���Ǝ҂��^�p�㐄������Ȃ��|�̒ʒB�����������A ����ɏ]�����^�p���s���Ă��܂������͍���̌��؎����̈ȑO�Ɏ����I�ɍs���Ă���܂����B �}�R�͂��̍ۂ̂��̂ł��B�Q�l�ɑ�`����ł̉^�]�����؎����̃O���t�ɏd�˂Ă݂܂����B �}�P�U�A�P�V�����Ă̒ʂ��`����̕����X�ɉt�����x����я��v����d�͗ʂ��ǍD�ȏƂȂ��Ă��܂��B �����A����������ݒ�ł̍Đ��p�x��26���ɑ��đ�`����ł͍Đ��p�x300�`400���Ƒ啝�ɒ����Ȃ��Ă��܂��̂ŁA ���͂����Ƒ傫�����ʂ��o����̂Ƒz�����Ă��܂����B��͂�c�O�ł��B�������Ȃ���t�����x�A���v����d�͗ʂƂ����x�������A�b�v���Ă��܂��B �ǂ���̏ꍇ���Đ��p�x�����Ȃ������t���������ǂ��Ƃ������Ƃ����ł������Ƃ͑傫�Ȑ��ʂł��B �����ĎO�p����ł����Ă���`����ɂ͋y�Ȃ����̂̍H�v����ł���Ȃ�̉t���������o���邱�Ƃ��m�F�ł��܂����B | ||||||||||||||||||||||||||
| �@ | ||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||
| �}�P�U�D�t���ʂƉt�����x | �}�P�V�D�t�����ԂƏ��v����d�͗� | |||||||||||||||||||||||||
| �@ | ||||||||||||||||||||||||||
�\�T�D��`����ł̉t���^�]��
| ||||||||||||||||||||||||||
| �@ | ||||||||||||||||||||||||||
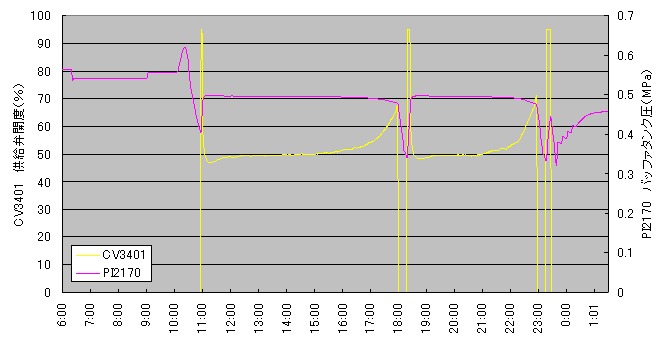
| ����ɑ�`����ł̋�����CV3401�̊J�x�͂ǂ��������������Ă���̂����ׂĂ݂܂����B �}�R�Ɏ�������`����^�]�ł̋�����CV3401�J�x�i���j�ƃo�b�t�@�^���N��PI2170�iMPa�j�̓������d�ˍ��킹���O���t��}�P�W�Ɏ����܂��B | ||||||||||||||||||||||||||
| �@ | ||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||
| �}�P�W�D��`����ł�CV3401�J�x�̓��� | ||||||||||||||||||||||||||
| �@ | ||||||||||||||||||||||||||
| �Đ��O����g�債���}�P�X�����܂��ƁA�����J�n���ɋ�����CV3401��95���܂ŊJ����C�Ƀo�b�t�@�^���N�ɐݒ�ʂ܂Ő����K�X�ߍ���ł��܂��B �����K�X��ݒ�ʂ܂Œ��ߍ���͊J�x��40����㔼�܂ŋ��܂��Ă��܂��B�����[���̂͂��̌�̃o�b�t�@�^���N�����̕����ŁA �}�P�W����킩��悤��CV3401�J�x�͏���50����������Ă��܂����������J�x�𑝂��A���̍Đ����߂Â��ɏ]���ĊJ�x���}���ɑ����Ă��܂��B ������������ɕs�������~�ς���Ă���Ɛ����\�͂��ቺ���Ă���̂ł��傤���B���̂��ߋ����ʂ𑝂₳�Ȃ��Ƃ����Ȃ��̂ł��傤���B �����Ő}�W�ɂ���悤�ɓr�����琸���ʂ��������Ă��܂��̂����傤�Ǖ⊮����悤�ȓ����ł��B��͂�Œ�̊J�x�ł͑����ł��ł��Ȃ��Ƃ������Ƃł��傤���B �}�P�W�Ő����ߒ��S�̂Ō��n���ƊT��50���قǂŐ��ڂ��Ō�̕�����60����܂ŏ㏸���Ă��܂��B �������܂��ƍ���̎����ł͂����o����54���Ƃ����l�͂Ȃ��Ȃ��Ó��Ȓl�������̂ł͂Ȃ��ł��傤���B | 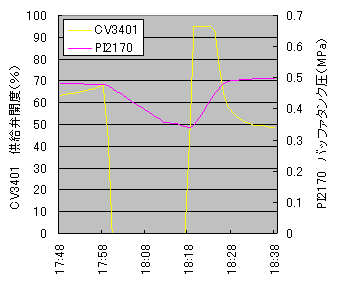 |
| �}�P�X�D��`����CV3401�J�x�i�Đ��t�ߊg��j | |
| �@ | |
| CV3401�̎蓮�ł̊J�x����͔��ɏW���͂�K�v�Ƃ����Ƃł����B ����͐����ߒ����I�����Đ��ߒ��ֈڂ�^�C�~���O��CV3401�̐�����蓮���玩���֖߂��Ȃ��Ƃ����Ȃ�����ł��B �����ӂ�Ɛ�������Ă��Ȃ��s���K�X���t���@�����֗������ގ��ɂȂ��Ă��܂��܂��B �J�x54���ł͖�70���̃T�C�N���������ɂQ��ق𑀍�i�蓮�ɐݒ�/�����ɖ߂��j���Ȃ��Ƃ����܂���̂ʼnt���@�ɕt������ɂȂ��Ă��܂��܂��B ��������Y��Ă��܂������킩���Ă����̂ŃL�b�`���^�C�}�[�ƌg�ѓd�b�̃^�C�}�[�̂Q���g�p���đ���Y��h�~��}��܂����B �ɂ�������炸�Ă̒�A����Y�ꂪ����܂����B��x�ڂ͍K�^�ɂ��}�W�ɂ���g�r������o�b�t�@�^���N�����オ��Ȃ��Ȃ�h���ۂ����ꂽ�����������ߍĐ��ߒ��ɂ͈ڂ��Ă��܂���ł����B �t���@���~���Ă��ꂽ�̂�������܂���B��x�ڂ͉^�]�I�����ɑ����Y��Ă��܂��Đ��ߒ��Ɉڂ��Ă���7���Ԃ�������CV3401���J���������ɂ��Ă��܂��܂����B ����ɂ͑������h���܂������A���̌�̉^�]�ʼnt���\�͂��������ޓ��s���ȗl�q�͌���܂���ł����B����ɎO�x�ڂ���x�ړ��l�ɂ܂������Y��A ���x��14���ԋ����ق��J���������ɂ��Ă��܂��܂����B �^�]���O�ׂĂ݂��Ƃ���Đ��ߒ��Ɉڂ�ƒʏ�͐�����������������CV3420���J���̂ł������̎��͂قƂ�NJJ���Ă��܂���ł����B �ǂ�������CV3420�͐�����̈��͂����ē����Ă���悤�ł��B���̎��͋�����CV3401���J���Ă������ߐ�����̈��͂��ێ�����Ă��菸���������CV3420���J���Ȃ������悤�ł��B ���̂��ߐ�����͗₦���܂܂Ō��ʂƂ��Đ����ߒ������������悤�Ȍ`�ɂȂ�܂����B ���s����w�ׂ鎖�͔��ɂ��肪�������Ƃł����A���܂ł��s���ӂ������Ƃ��̎��݂Ɍ��炸�A������ǂ����ʼn��炩�̃~�X���N�����t���s�\�Ɋׂ鎖�Ԃ����������Ŏ����ɕs���������܂��B �����ƋC���������߂Ȃ��Ƃ����܂���B | |
